Продукция















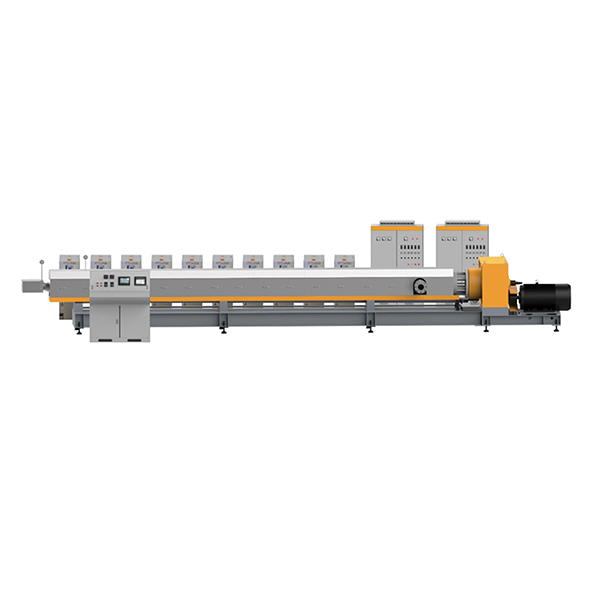
Линия производства легких минераловатных плит
Минераловатные акустические плиты изготавливаются из минеральной ваты с добавлением связующего вещества путем формования, сушки, резки, вальцевания и поверхностной обработки.
Описание
маркер
Применение минераловатных акустических плит
Минераловатные акустические плиты изготавливаются из минеральной ваты с добавлением связующего вещества путем формования, сушки, резки, вальцевания и поверхностной обработки. Они обладают рядом преимуществ: отличное звукопоглощение, негорючесть, стабильность формы, низкое водопоглощение, малая теплопроводность, легкость и привлекательный внешний вид. Широко применяются в концертных залах, кинотеатрах, метрополитенах, тоннелях, торговых центрах, вокзалах, аэропортах, отелях и премиальных жилых комплексах. Эти плиты представляют собой не только идеальный декоративно-акустический материал, но и высокоэффективный энергосберегающий продукт.
Подробная информация о продукте
♦Подходит для длительных перевозок.
♦Мелкие или ключевые компоненты упаковываются в металлические ящики.
♦Сварные железные конструкции
♦Открытая упаковка (без дополнительной защиты)
♦Просьба указывать особые требования к упаковке в коммерческом контракте.
Наши услуги
Услуги до продажи:
Консультационная поддержка и ответы на запросы
Возможность посещения нашего производства
Послепродажное обслуживание:
Обучение монтажу и эксплуатации оборудования
Возможность отправки инженеров за границу для ремонта техники
Часто задаваемые вопросы
Вы производитель или торговая компания?
Мы являемся заводом-производителем.
Где расположен ваш завод?
Наше производство находится в г. Шицзячжуан, провинция Хэбэй, Китай. Мы радушно приглашаем китайских и зарубежных клиентов посетить нас!
Как я могу подробнее узнать о вашей продукции?
Мы с радостью вышлем вам фотографии и видеоматериалы о нашей продукции. Также мы приглашаем каждого клиента лично посетить наш завод.
Как организован контроль качества на вашем заводе?
Качество - наш приоритет. Директор завода лично контролирует систему
связаться с нами
Сопутствующие популярные продукты

B-2 SGB500 Линия производства гипсокартона
Данная линия по производству гипсокартона использует автоматизированную систему дозирования и подачи обожженного гипсового порошка, воды и различных добавок в смеситель, где компоненты тщательно перемешиваются до образования однородной суспензии. Полученная масса равномерно распределяется на непрерывно движущуюся облицовочную бумагу, и в процессе движения под действием вибрации постепенно растекается, соединяясь с нижним слоем бумаги.

B-1 SGB200 Линия производства гипсокартона
Данная линия по производству гипсокартона использует автоматизированную систему дозирования и подачи обожженного гипсового порошка, воды и различных добавок в смеситель, где компоненты тщательно перемешиваются до образования однородной суспензии. Полученная масса равномерно распределяется на непрерывно движущуюся облицовочную бумагу, и в процессе движения под действием вибрации постепенно растекается, соединяясь с нижним слоем бумаги. При прохождении через формовочный пресс суспензия полностью покрывается верхним и нижним слоями бумаги, формируясь в ровную плиту заданной толщины, которая продолжает движение с постоянной контролируемой скоростью.

B-4 FCB600 Линия производства фиброцементных плит
Применение фиброцементных плит: Фиброцементная плита — это легкая плита, изготовленная из рыхлых волокон, таких как неорганические минеральные волокна или целлюлозные волокна, в качестве армирующих материалов и кальциево-силикатных материалов в качестве основного связующего вещества. Ее производят с помощью таких процессов, как варка, вырубка и пропаривание под высоким давлением.

Хлопкоразрыхлитель средних размеров
Подходит для разрыхления и разделения очищенного хлопка в форме кип.

A-3 CSB500 Линия производства силикатно-кальциевых плит
Стекловолокнистые армированные силикатно-кальциевые плиты представляют собой современный строительный материал, производимый посредством процессов приготовления смеси, формования, прессования и отверждения.

Крупногабаритная дробильная установка
Высокая производительность: количество динамических и статических ножей увеличено по сравнению с оригинальной дробилкой. Динамические и статические ножи образуют определенный угол сдвига, что обеспечивает очень высокий эффект измельчения. Тонкость помола и выход продукта можно контролировать, регулируя зазор между динамическими и статическими лезвиями, а также характеристики сита.

C-4 GYP15 Линия производства гипсового порошка
Продуктом данной производственной линии является гипсовый порошок β-типа, который в основном подходит для нужд производства различных гипсовых изделий (строительный гипс, гипсовая лепнина, гипсовые блоки, гипсокартон и т. д.).

B-3 FCSB500 Линия производства фиброцементных плит
Фиброцементные плиты — это новый тип строительного материала, который изготавливается посредством процессов варки, формования, сжатия и отверждения. В его основе лежит цемент с соответствующим армированием волокнами.

B-4 SGB1500 Линия производства гипсокартона
Система имеет уникальную форму присоединения бумаги и высокочастотный механизм коррекции наклонения. Это значительно способствует дальнейшей обработке и отрезке края, повышает качество продукта, снижает множество ненужных потерь и, как следствие, уменьшает затраты.

Фильтр-пресс
Подходит для разделения твердой и жидкой фаз материалов после нейтрализационного котла.
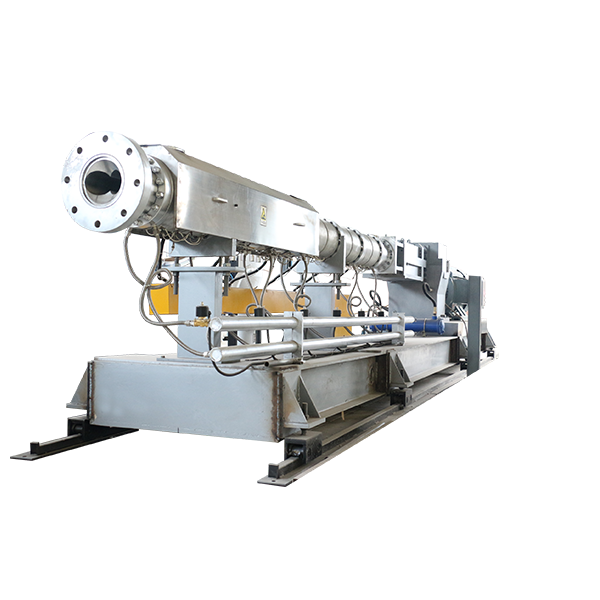
Двухшнековый экструдер
Корпус и шнековые элементы, обработанные с полным числовым программным управлением (ЧПУ), обеспечивают высокую точность сопряжения между корпусом и шнеками. Это гарантирует превосходный эффект диспергирования и оптимальное распределение времени пребывания материала.

Система измельчения и упаковки готовой продукции
Данное оборудование подходит для дробления, просеивания, сбора и упаковки готовых материалов.

Система подачи сырья
Автоматическое дозирование материалов с непрерывной и равномерной подачей служит основой для производства высококачественной продукции, при этом все регулировки рецептуры осуществляются в цифровом формате.
Экструдированный пенополистирол (XPS)
Энергосбережение в строительстве Теплоизоляция трубопроводов Балластless пути высокоскоростных железных дорог

Дробилка средних размеров
Высокая производительность: количество динамических и статических ножей увеличено по сравнению с оригинальной дробилкой. Динамические и статические ножи образуют определенный угол сдвига, что обеспечивает очень высокий эффект измельчения. Тонкость помола и выход продукта можно контролировать, регулируя зазор между динамическими и статическими лезвиями, а также характеристики сита.

C-1 GYP3 Линия производства гипсового порошка
Продуктом данной производственной линии является гипсовый порошок β-типа, который в основном подходит для нужд производства различных гипсовых изделий (строительный гипс, гипсовая лепнина, гипсовые блоки, гипсокартон и т. д.).



