Продукция








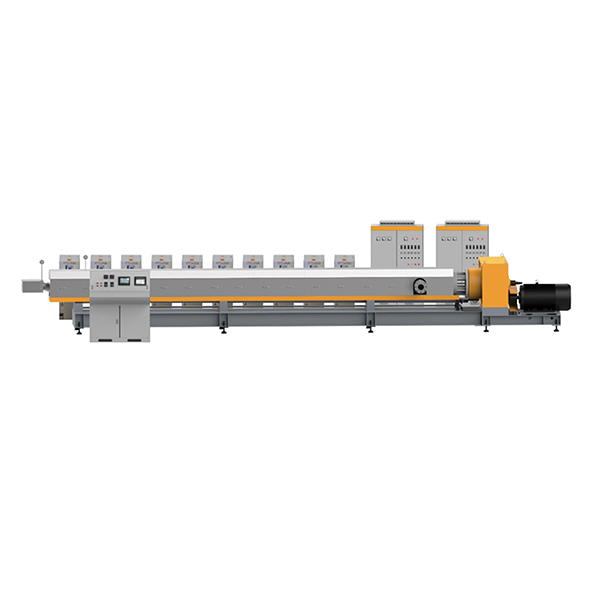






B-4 SGB1500 Линия производства гипсокартона
Система имеет уникальную форму присоединения бумаги и высокочастотный механизм коррекции наклонения. Это значительно способствует дальнейшей обработке и отрезке края, повышает качество продукта, снижает множество ненужных потерь и, как следствие, уменьшает затраты.
Описание
маркер
Подробная информация о продукте
Данная линия по производству гипсокартона использует автоматизированную систему дозирования и подачи обожженного гипсового порошка, воды и различных добавок в смеситель, где компоненты тщательно перемешиваются до образования однородной суспензии. Полученная масса равномерно распределяется на непрерывно движущуюся облицовочную бумагу, и в процессе движения под действием вибрации постепенно растекается, соединяясь с нижним слоем бумаги. При прохождении через формовочный пресс суспензия полностью покрывается верхним и нижним слоями бумаги, формируясь в ровную плиту заданной толщины, которая продолжает движение с постоянной контролируемой скоростью. В течение нескольких минут содержащийся в смеси полугидрат гипса кристаллизуется, образуя прочную взаимопроникающую структуру из мелких кристаллов дигидрата. Автоматизированная система резки точно разделяет затвердевшие влажные плиты на панели стандартных размеров, которые затем систематизируются и с помощью программного управления переворачиваются для подачи в сушильную установку. В процессе сушки испаряется абсорбированная влага при строгом соблюдении температурного режима, исключающего потерю кристаллизационной воды из структуры гипса. После выхода из сушилки плиты постепенно охлаждаются в движении, затем попарно переворачиваются лицевыми сторонами друг к другу и обрезаются по торцам на форматно-раскроечных станках для получения изделий точных размеров с аккуратной кромкой. Завершающим этапом является автоматизированная укладка готовой продукции в аккуратные штабели на складском хранении.
Описание основных технологических процессов линии производства гипсокартона
Система подачи бумаги
Оснащена уникальным механизмом стыковки рулонов и высокоточным устройством коррекции положения, что значительно способствует последующему формованию и обрезке кромок. Данная система не только существенно повышает качество продукции, но и минимизирует непроизводительные потери материала, тем самым снижая себестоимость производства.
Система подачи гипсового порошка
В основе системы лежит уникальный дозирующий питатель, обеспечивающий высокоточную подачу гипсового порошка, что значительно облегчает процесс последующего смешивания. Дополнительно установленное пневматическое разгрузочное устройство гарантирует надежность и бесперебойность подачи порошка на всех этапах производства.
Система водоснабжения
Данная система оснащена терморегулируемым водопроводом, что не только повышает прочностные характеристики продукции, но и обеспечивает энергосбережение. Применение специализированных высокоточных насосов значительно упрощает процесс подачи воды.
Система вспенивания
В системе реализована уникальная технология подачи воды под постоянным давлением, где специализированный насос выступает в качестве пенообразователя, преобразуя пенообразующую жидкость в однородную пастообразную массу. Это существенно облегчает процесс управления, позволяя точно регулировать вес конечного продукта.
Система формования
Внедрена зарубежная технология с использованием специализированных пневматических вертикальных смесителей из нержавеющей стали с усиленными кромками в сочетании с профильными формовочными машинами из нержавеющей стали. Это значительно повысило износостойкость системы и увеличило срок службы оборудования. Замена традиционного валкового метода формования позволила улучшить плоскостность готовых плит.
Транспортная система
Помимо стандартной конвейерной системы, добавлен очистной механизм для отбракованных плит, что не только снижает трудозатраты персонала, но и способствует поддержанию чистоты в производственном цехе.
Система подачи
Применена инновационная энергонезависимая система быстрой подачи плит, снижающая энергопотребление. Комплексная модернизация узлов сборки повысила надежность работы оборудования.
Сушильная система
Как ключевой компонент линии, сушильная система напрямую влияет на производительность и энергоэффективность. Уникальная конструкция радиаторов позволяет регулировать температуру по уровням и зонам, а инновационная система воздухораспределения обеспечивает контроль температурно-влажностного режима. Это снижает энергозатраты, упрощает управление процессом и минимизирует эксплуатационные расходы.
Система нагрева
В системе используется термомасляный нагреватель - низконапорная установка высокотемпературного нагрева. Работающая на жидком, твердом или газообразном топливе с термомаслом в качестве теплоносителя, она является оптимальным решением для нагрева в производстве гипсокартона. Дополнительно установлен теплообменник уходящих газов, снижающий энергопотребление и себестоимость.
Система калибровки
Комплекс оснащен уникальным кромкогибочным агрегатом и паллетайзером, представляя новейшую систему калибровки. Это позволило полностью автоматизировать процесс резки плит, исключив ручной труд и сократив трудовые затраты.
Система пылеудаления
Применена импульсная электрофильтрующая система с рукавными фильтрами для повышения эффективности очистки. Дополнительный шнековый транспортер для пыли упрощает процесс удаления отходов.
Система управления
Состоит из шести модулей с компьютерным управлением, включая частотные преобразователи, твердотельные реле, фотоэлектрические датчики и бесконтактные устройства. Это обеспечивает безопасную и надежную работу оборудования, позволяя осуществлять длительную автоматизированную работу всей производственной линии гипсокартона.
♦Электронная система управления реализована на базе программируемого контроллера PLC с частотным регулированием скорости электродвигателей, что обеспечивает высочайший уровень автоматизации, соответствующий передовым отраслевым стандартам в Китае.
♦Система дозирования компонентов: обеспечивает полностью автоматизированное взвешивание всех видов сырья с централизованным управлением, позволяющим запускать процесс одной кнопкой и автоматически регулировать пропорции материалов в реальном времени.
♦Система подачи бумаги: В системе подачи бумаги применена электронная автоматическая коррекция положения для предотвращения смещения облицовочной бумаги, а также установлен рифленый валок, наносящий насечки в соответствии с заданной толщиной готовой продукции.
♦Формовочный агрегат: Формовочный агрегат выполнен по современной самовыравнивающейся конструкции, не требующей ручного вмешательства, с использованием высококачественной конвейерной ленты немецкого производства толщиной 12 мм и шириной 1350 мм, признанной лидером отрасли в Китае.
♦Сушильная система: отличается оптимальной конструкцией с энергосберегающими характеристиками, обеспечивающей точный температурный контроль с отклонением не более ±1°C, автоматическую регулировку положения плит и высокоэффективную теплоизоляцию.
♦Автоматизированная система торцевания и паллетирования: выполняет весь комплекс операций по обработке готовой продукции, включая торцевание, укладку в паллеты и упаковку (с опциональной комплектацией упаковочной машиной), достигая такого уровня автоматизации, который позволяет полностью исключить участие оператора в производственном процессе.
Расход основных и вспомогательных материалов на 1 м² гипсокартона
| Структура себестоимости | Единица измерения | Количество на м² |
| Облицовочная бумага | кг | 0,36 |
| Гипсовый порошок | кг | 5,6 |
| Модифицированный крахмал | кг | 0,04 |
| Поливинилацетатная дисперсия | кг | 0,006 |
| Пенообразователь | кг | 0,003 |
| Дизельное топливо | кг | 0,31 |
| Электроэнергия | кВт·ч | 0,32 |
| Вода | кг | 4 |
| Торцевая бумага | м | 1,25 (на лист) |
| Трудозатраты и управленческие расходы | 0,15 юаня |
связаться с нами
Сопутствующие популярные продукты

B-1 FCB300 Линия производства фиброцементных плит
Фиброцементная плита — это легкая плита, изготовленная из рыхлых волокон, таких как неорганические минеральные волокна или целлюлозные волокна, в качестве армирующих материалов и кальциево-силикатных материалов в качестве основного связующего вещества. Ее производят с помощью таких процессов, как варка, вырубка и пропаривание под высоким давлением.

Оборудование для сушки воздушным потоком
Данное оборудование подходит для сушки и сбора материалов после фильтрации. В соответствии с материальным и тепловым балансом мы проектируем различные спецификации и модели для удовлетворения потребностей клиентов.

C-3 GYP10 Линия производства гипсового порошка
Продуктом данной производственной линии является гипсовый порошок β-типа, который в основном подходит для нужд производства различных гипсовых изделий (строительный гипс, гипсовая лепнина, гипсовые блоки, гипсокартон и т. д.).

Фильтр-пресс
Подходит для разделения твердой и жидкой фаз материалов после нейтрализационного котла.

Система измельчения и упаковки готовой продукции
Данное оборудование подходит для дробления, просеивания, сбора и упаковки готовых материалов.

B-2 SGB500 Линия производства гипсокартона
Данная линия по производству гипсокартона использует автоматизированную систему дозирования и подачи обожженного гипсового порошка, воды и различных добавок в смеситель, где компоненты тщательно перемешиваются до образования однородной суспензии. Полученная масса равномерно распределяется на непрерывно движущуюся облицовочную бумагу, и в процессе движения под действием вибрации постепенно растекается, соединяясь с нижним слоем бумаги.

Крупногабаритный хлопкоразрыхлитель
Подходит для разрыхления и разделения очищенного хлопка в форме кип.

A-1 CSB300 Линия производства силикатно-кальциевых плит
Силикатно-кальциевая плита представляет собой легкий листовой материал, изготовленный из рыхлых волокон (таких как неорганические минеральные волокна или целлюлозные волокна) в качестве армирующего материала и кальциево-кремниевых материалов в качестве основного связующего вещества, прошедший процессы приготовления суспензии, формования заготовок и автоклавной обработки под высоким давлением.

B-3 FCSB500 Линия производства фиброцементных плит
Фиброцементные плиты — это новый тип строительного материала, который изготавливается посредством процессов варки, формования, сжатия и отверждения. В его основе лежит цемент с соответствующим армированием волокнами.

Линия производства легких минераловатных плит
Минераловатные акустические плиты изготавливаются из минеральной ваты с добавлением связующего вещества путем формования, сушки, резки, вальцевания и поверхностной обработки.

C-4 GYP15 Линия производства гипсового порошка
Продуктом данной производственной линии является гипсовый порошок β-типа, который в основном подходит для нужд производства различных гипсовых изделий (строительный гипс, гипсовая лепнина, гипсовые блоки, гипсокартон и т. д.).

B-3 SGB2000 Линия производства гипсокартона
Система имеет уникальную форму присоединения бумаги и высокочастотный механизм коррекции наклонения. Это значительно способствует дальнейшей обработке и отрезке края, повышает качество продукта, снижает множество ненужных потерь и, как следствие, уменьшает затраты.

B-3 SGB1000 Линия производства гипсокартона
Система имеет уникальную форму присоединения бумаги и высокочастотный механизм коррекции наклонения. Это значительно способствует дальнейшей обработке и отрезке края, повышает качество продукта, снижает множество ненужных потерь и, как следствие, уменьшает затраты.

Дробилка средних размеров
Высокая производительность: количество динамических и статических ножей увеличено по сравнению с оригинальной дробилкой. Динамические и статические ножи образуют определенный угол сдвига, что обеспечивает очень высокий эффект измельчения. Тонкость помола и выход продукта можно контролировать, регулируя зазор между динамическими и статическими лезвиями, а также характеристики сита.

Система подачи сырья
Автоматическое дозирование материалов с непрерывной и равномерной подачей служит основой для производства высококачественной продукции, при этом все регулировки рецептуры осуществляются в цифровом формате.

A-3 CSB500 Линия производства силикатно-кальциевых плит
Стекловолокнистые армированные силикатно-кальциевые плиты представляют собой современный строительный материал, производимый посредством процессов приготовления смеси, формования, прессования и отверждения.



